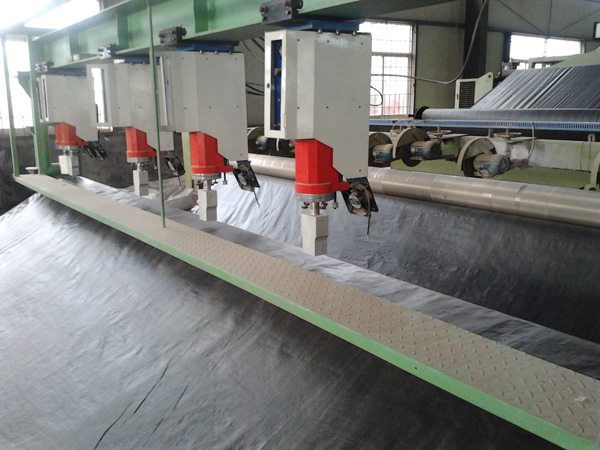
����ĤԲģ���գ�
1.ģ�߽ṹ:����ģ�ڡ�
2.��ȴ��ʽ:������ȴ,���ܻ����¶ȱ仯Ӱ��,��ȴ������,�ײ���Ӧ������,�����Ѷȴ�
3.��ȿ���:ģ�ڼ�϶����ѹ�������ڣ���Ȼ�����ѹ�����DZȵ�Ӱ�죬�����Բ
4.���ƫ��:10,�����йص�ָ���ܴ�Ӱ��ϴ�����ѧָ��ȡ�
5.���ȿ���:����ģ��ֱ���ʹ��DZ�,���ƴ���������Ӧ�������DZ�Խ��,��Ӧ��Խ��,��Ⱦ�����Խ��,�����ȶ���Խ�͡���Ӧ���ᵼ������Ĥ��ǰ������ƻ���
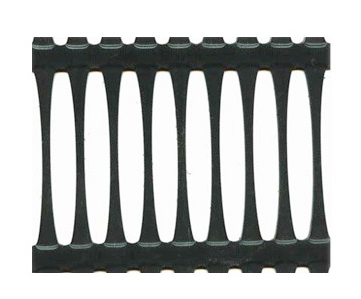
6.��������:���ڹ���ԭ��,�����ұ�Ե1/4��������������ѹ��,�ۺ۴�����Ӧ������,�в��ƺ����Ի���,�Ծֲ������в���Ӱ�졣 ������������Ĥ����ֱǣ��,��������������������,Ĥ�����ֱ��Ϊ�������
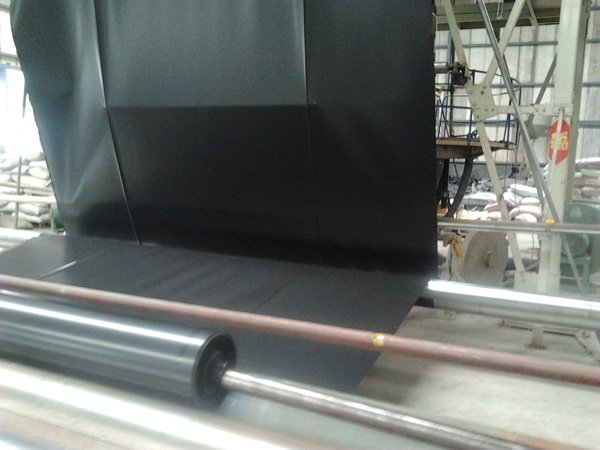
7.��������:һ�γ�����ѧ���������Ĥ��������½�,GM13����������>100,2.0mm ������Ĥ�Ķ���ǿ�Ƚ�Ϊ29N/mm. 1.5mm ������Ĥ�Ķ���ǿ�Ƚ�Ϊ22N/mm. ���ڼ����������,�������������Ѻ��γɲ���Ĥ�ı��汻�ƻ����������Ӧ������,��ѧ���ܱȹ������Ƚ��͡����ʺ������Գ����ij��ϡ�
8.����Ĥ���ӱ�Ե:ͨ�����,�ҳ����������ɾ�,���������������Ӱ�졣
9.��������:���ƫ���,Ӱ�캸��ǿ�ȵľ����ԡ�
10���Ʒ�֣���ɴ���0.15mm��Ȼ��С�����DZ�Խ���Խ����
11.����Ч�ʣ�����Ч�ʵͣ�����ӹ�Ч�ʸ���ƽ�����ա�
������Ϣ������Ĥ���������ṩ�������ο���
������Ѷ���ڣ�http://www.chinajchy.com/

ɨ������ֻ�վ
Copyright©2024 Chinajchy.com ɽ����ۻ����̲�������˾ All Rights Reserved
��ϵ�ˣ� ������ �� ���� 13705388377 �� �䣺 zhoukun8377@163.com ������ַ�� ɽ��ʡ̩���������ɽ����ɽ��·3699��
³ICP��11012838��-5 ![]() ³�������� 37091102000478��
����֧�֣���Ѷ����
³�������� 37091102000478��
����֧�֣���Ѷ����